Verze 10
Novinky ve verzi 10:
Národní příloha pro Rakousko
Do programů přibyla podpora rakouských norem ÖNORM B EN 1990-1, ÖNORM B EN 1991-1-1, ÖNORM B EN 1991-1-3, ÖNORM B EN 1991-1-4 a ÖNORM B EN 1995-1-1, které plní funkci národních příloh k Eurokódům.Požadavek na zohlednění excentricit kontaktních ploch desek vůči osám dílců (poznámka ke kap. 8.8 v ÖNORM B EN 1995-1-1) je zohledněn přídavným momentem při návrhu styčníkových desek.
Úkosy
V programu "Truss 3D" je možné automaticky vytvářet úkosy. Jedná se o seříznutí konců protažených pásů v úhlu, který odpovídá vzájemnému natočení spojovaných vazníků. Tyto řezy lze na některých automatických pilách (např. Hundegger, Weinmann) realizovat již ve výrobě a omezit tak čas montáže.
Úkosy lze zapnout v okně "Společná nastavení" v záložce "Osazení". Úkosy lze ovlivnit následujícími parametry:
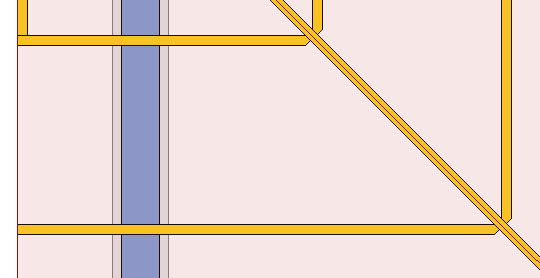
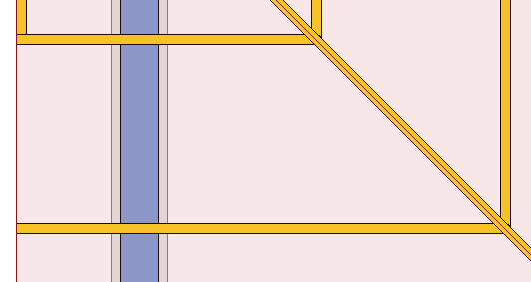
Nastavení "Symetrické úkosy jednostranného vazníku – symetrická špička" ovlivňuje, zda se u jednostranného seříznutí vytvářejí levé a pravé varianty vazníků nebo se vytvoří jedna univerzální varianta použitelná pro obě polohy.
|
|
Univerzální varianta pro levou a pravou polohu - "Symetrická špička" | Unikátní varianty přířezů pro levou a pravou polohu |
Pokud je zvoleno nastavení "Násobné vazníky shodné dle krajního – pilovité zakončení", všechny vrstvy vícenásobných vazníků jsou řezány dle nejkratší vrstvy. Všechny vrstvy tedy mají shodný tvar. V opačném případě je tvar každé vrstvy řešen samostatně a délky vrstev se tedy liší.
|
|
Pilovité zakončení | Různé délky jednotlivých vrstev |
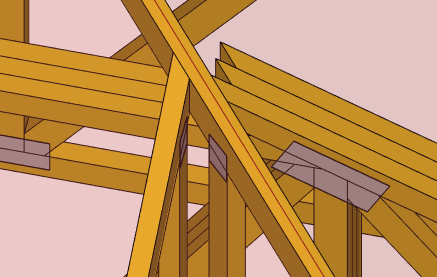
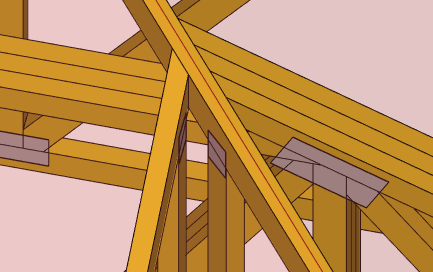
Pro vrcholy valeb jsou dostupné též dvě varianty řezů. U varianty "Úkosy nárožního vazníku" je střední námětek opřen o vrcholový vazník a nárožní vazníky se ořezávají o takto vzniklý detail. Pokud je zvolena varianta "Úkosy vrcholového námětku", o vrcholový vazník se opírají nárožní vazníky a námětek je ukončen v průsečíku hran nárožních vazníků.
Rozšířená nastavení výstupů pro pily a výrobní dokumentaci
Výrazně byla upravena část programu týkající se přípravy výrobní dokumentace a tvorby řídících souborů pro automatické pily. Nově lze seznam přířezů pro výrobu rozdělit až na tři části a každou část zpracovat na jiném typu pily. Parametry ovlivňující tuto funkčnost jsou umístěny v okně "Možnosti programu" v záložkách "Nastavení pil" a "Nastavení výstupů".Záložka "Nastavení pil" slouží k rozdělení seznamu přířezů na jednotlivé části dle fyzických možností jednotlivých pil a dle uživatelsky definovaných parametrů ( např. minimální opakovatelnost). Program rozlišuje tři pily:
- Hlavní – Pokud je tato pila povolena, program se snaží přiřadit maximální množství přířezů této pile. Pokud nejsou u přířezu splněna některá kritéria pro tuto pilu (limitní úhly, délky či minimální sériovost), je přířez přiřazen vedlejší pile nebo pile pro ostatní přířezy.
- Vedlejší – Pokud je povolena tato pila, program se snaží této pile přiřadit maximum přířezů, které nesplňovaly kritéria pro hlavní pilu. Pokud přířezy nesplňují podmínky pro tuto pilu, jsou automaticky přiřazeny pile pro ostatní přířezy.
- Ostatní – Dle nastavení pro tuto pilu jsou zpracovávány všechny přířezy, které nesplňují podmínky hlavní či vedlejší pily. Pokud není hlavní či vedlejší pila použita, program všechny přířezy přiřadí právě této pile.
Položka "Optimalizovat přířezy pro formát" umožňuje otočit či zrcadlit geometrii přířezů tak, aby bylo řezání na příslušné pile co nejjednodušší. V tabulce "Nastavení pil" lze rozdělit jednotlivé exportní soubory dle průřezů případně ovlivnit maximální počet přířezů v jednom souboru.Tato nastavení ovlivní řídící soubory pro pily v případě, že jsou tyto soubory vytvořeny pomocí příkazu "Soubor" - "Exportovat" - "Řízení pily" - "Podle nastavení pil". Pokud je zvolen jiný příkaz v části "Řízení pily", je pro danou pilu zpracován kompletní seznam přířezů.Záložka "Nastavení výstupů" umožňuje rozdělit výrobní dokumentaci dle jednotlivých pil a přizpůsobit odpovídajícím způsobem popis prvků.Vzhledem k velkému množství nových nastavení neváhejte při konfiguraci programu kontaktovat technickou podporu.
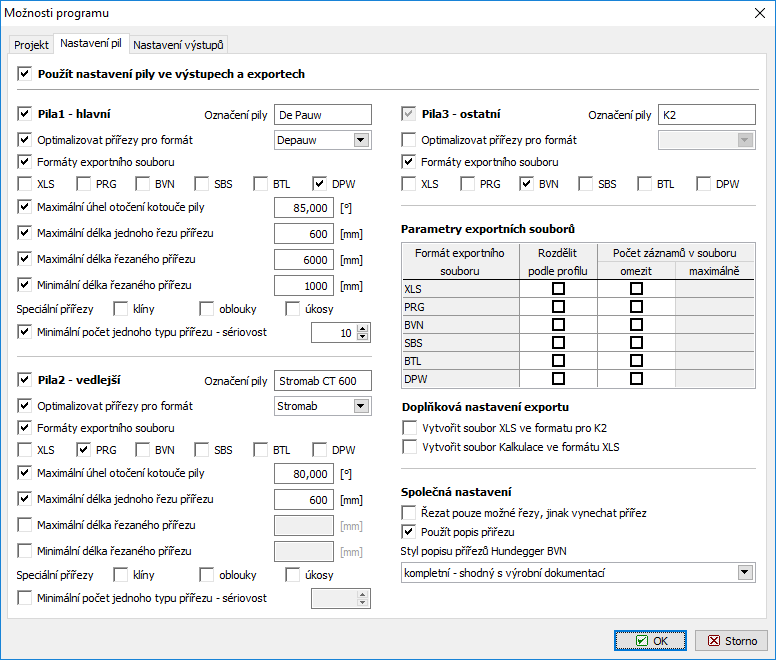 Ukázka nastavení výstupů pro pily. Hlavní pilou je pila DePauw, která zpracovává přířezy s minimálně deseti kusy. U této pily je též omezena minimální délka prvků na 1000mm. Ostatní přířezy budou připraveny pro pilu Stromab CT600. Pokud některé nesplní kritéria pro maximální natočení kotouče a maximální délku řezu, budou zpracovány na třetí pile (K2)
Ukázka nastavení výstupů pro pily. Hlavní pilou je pila DePauw, která zpracovává přířezy s minimálně deseti kusy. U této pily je též omezena minimální délka prvků na 1000mm. Ostatní přířezy budou připraveny pro pilu Stromab CT600. Pokud některé nesplní kritéria pro maximální natočení kotouče a maximální délku řezu, budou zpracovány na třetí pile (K2)
Rozšíření tabulky v "Posouzení vazníků"
Tabulka vazníků v programu "Truss 3D" části "Posouzení vazníků" byla rozšířena o sloupce s tloušťkou a násobností vazníku a se součinitelem ksys.
Volba detailu ve valbě
Ve vlastnostech valby přibylo nové nastavení, které umožňuje ovlivnit způsob řezání horního detailu u valbových vazníků. Na výběr jsou následující možnosti:
Automaticky |
|
Horní pás rovnoběžně |
|
Průnik |
|
Krokev svisle |
|
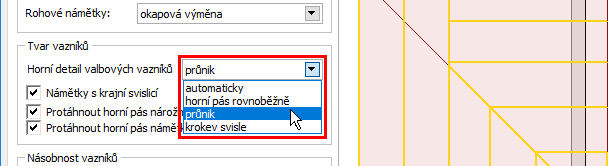 Volba typu horního detailu pro valbové vazníky
Volba typu horního detailu pro valbové vazníky
Nové tiskové okno
Bylo přepracováno okno pro tisk dokumentace. Nově nabízí například zobrazení více stránek najednou nebo výběr textu přes více stránek.